“拯救”SiC的几大新技术
以下文章来源于半导体行业观察 ,作者龚佳佳
半导体行业观察 .
最有深度的半导体新媒体,实讯、专业、原创、深度,50万半导体精英关注!专注观察全球半导体最新资讯、技术前沿、发展趋势。《摩尔精英》《中国集成电路》共同出品,欢迎订阅摩尔旗下公众号:摩尔精英MooreElite、摩尔芯闻、摩尔芯球

火箭般的“晋升”速度源于此
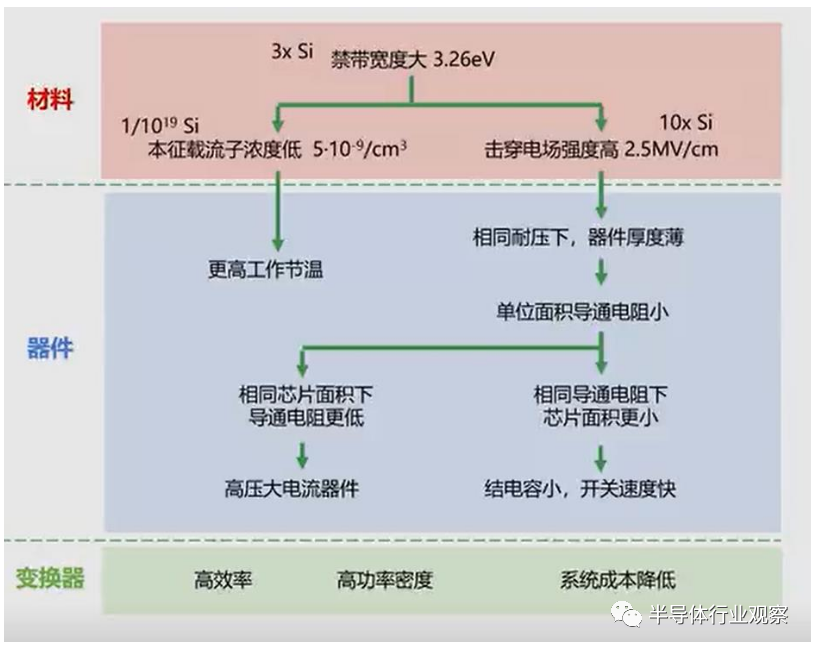
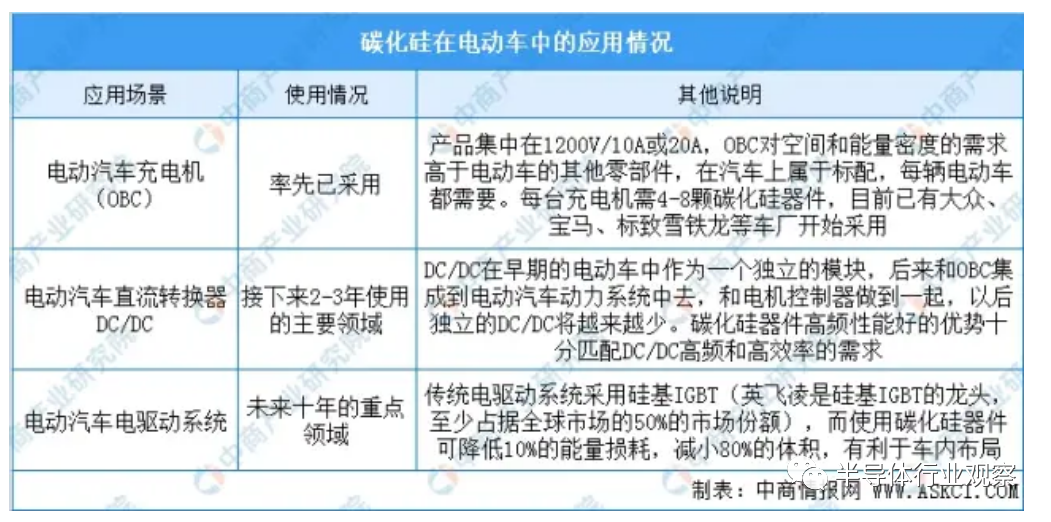
功率器件
射频器件
优势之下的技术壁垒
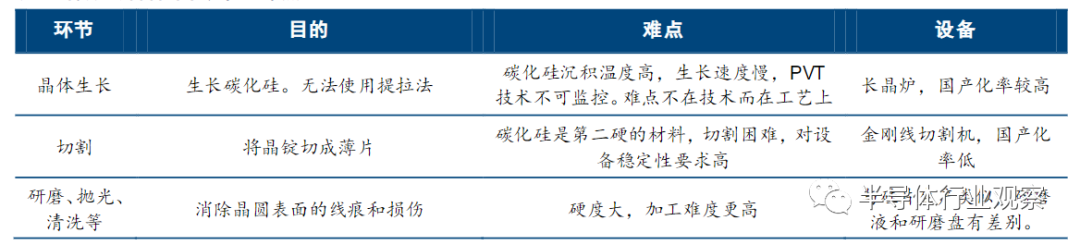
衬底制备
外延

器件的制造与封测
技术突破一直在路上
无损测量碳化硅器件中载流子寿命,提高器件性能
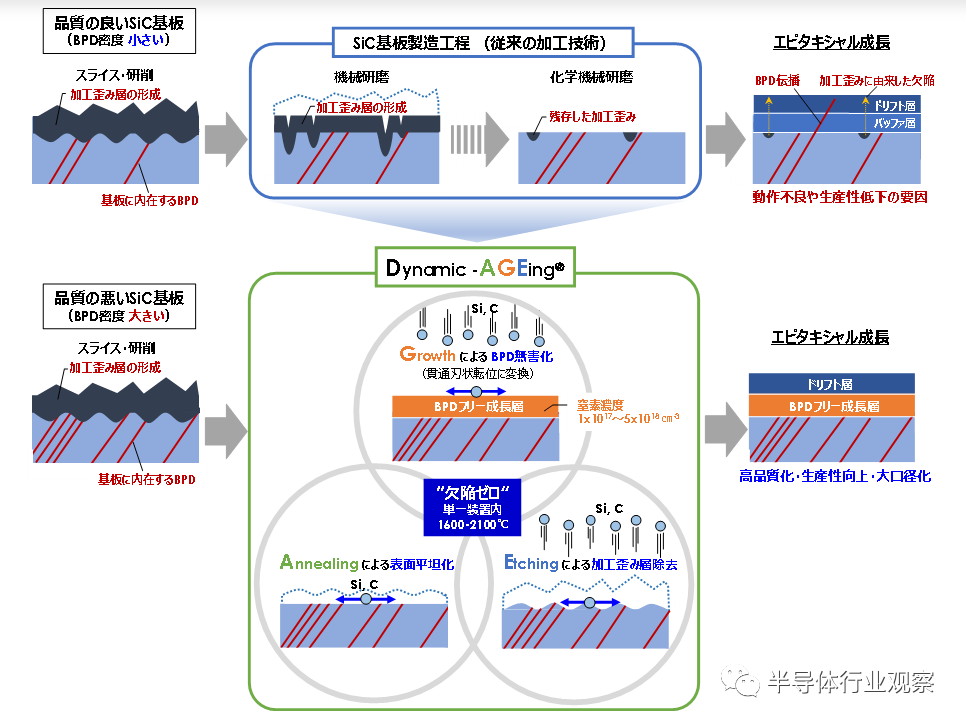
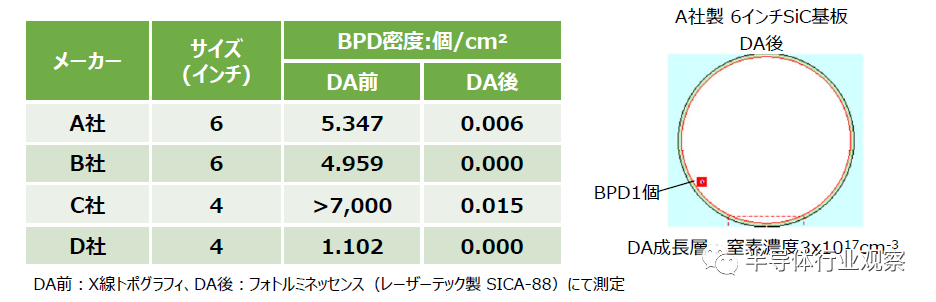
表面纳米控制技术,消除碳化硅衬底缺陷
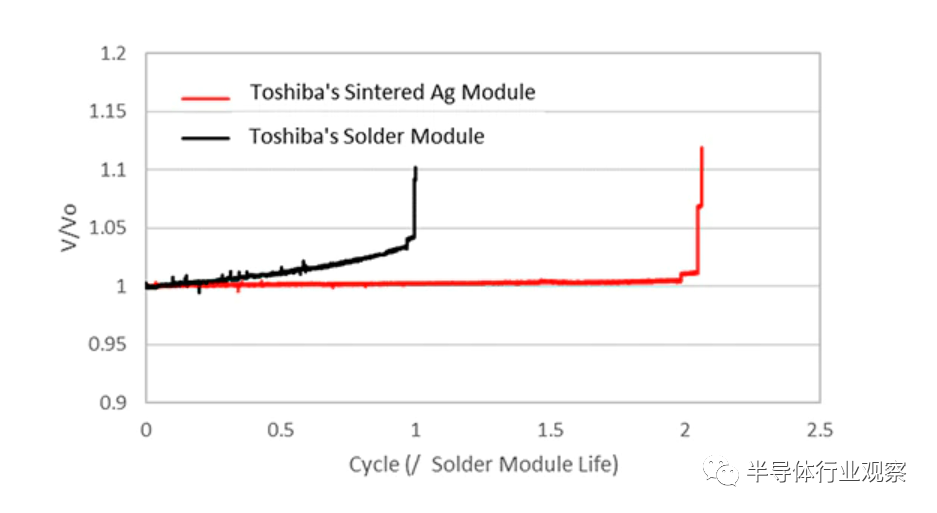
全新银烧结技术进行芯片焊接,提高封装可靠性
实现碳化硅晶圆高速整平开发封装技术
热注入提升碳化硅芯片性能和电源效率

Mirra® Durum™ CMP* 系统,降低晶圆表面粗糙度
冷切割技术,节省碳化硅晶圆材料
利用AI高精度制造碳化硅结晶,降低缺陷数量
写在最后
